
Whey Processing: Turning Cheesemaking Byproduct into Profit

Learn how dairy producers are using advanced separation technology to recover whey proteins, isolate lactose and reuse water during processing.
Liquid whey is a major component of cheese processing, with about 90% of the initial cheese milk becoming what is called sweet whey as a byproduct.
Whey was long considered a waste stream that cheesemakers discarded in the cheapest way possible. However, advancements in separation technology have allowed producers to use it to generate high-quality proteins and lactose that have significant economic value.
U.S. cheese output in 2023 topped 14.1 billion pounds, with corresponding whey derivatives including:
- Dry whey: 938 million pounds
- Lactose (human and animal): 1.1 billion pounds
- Whey protein concentrate (WPC): 500 million pounds
Whey is now valued for its nutritional benefits, particularly whey protein, which is a rich source of essential amino acids – the building blocks of muscles and other human tissues. Whey proteins are also easily digested and quickly absorbed by the body. Nutritional uses and benefits include:
- Sports and active nutrition
- Infant formula supplementation
- Muscle preservation in older adults
- Appetite regulation for weight management
What follows is an introduction to how whey is processed using specialized equipment to produce a range of value-added products.
Concentration of Whey
The simplest form of processing cheese whey is to concentrate the entire solids portion of whey by removing water. This is usually done by first concentrating the solids to 25-30% using a reverse-osmosis (RO) membrane system, then further concentrating with an evaporation system prior to the final spray drying of the concentrate to form whey powder.
Many cheese manufacturers concentrate the incoming milk supply to increase the yield in cheese vats during production. This reduces the volume of whey produced from cheese manufacturing, but the volume of whey protein and other solids remains about the same.
RO Membranes
RO membranes consist of a bank of membrane filters with permeable membranes. Whey or milk is pumped through the membranes at high pressure to separate water from overall solids. This is the simplest form of processing cheese whey, as no additional membranes are needed to isolate the remaining components further.
While this is a low-cost option for equipment investment, it also produces the lowest added value to the finished whey powder. Many producers will add additional equipment (membranes, crystallizers, and other equipment not covered in this discussion) to further separate and isolate the various whey protein and lactose components, which dramatically increases the value of the final products.
Various Types of Membrane Filtration
Membranes come in a variety of pore sizes to allow for the separation of various milk/whey components based on their physical size. The smaller the pore size, the higher the pressure required for separation. While RO filtration is a common first step in cheese production, it mainly increases cheese yields and does not provide value-added ingredients such as whey protein concentrate (WPC) and lactose.
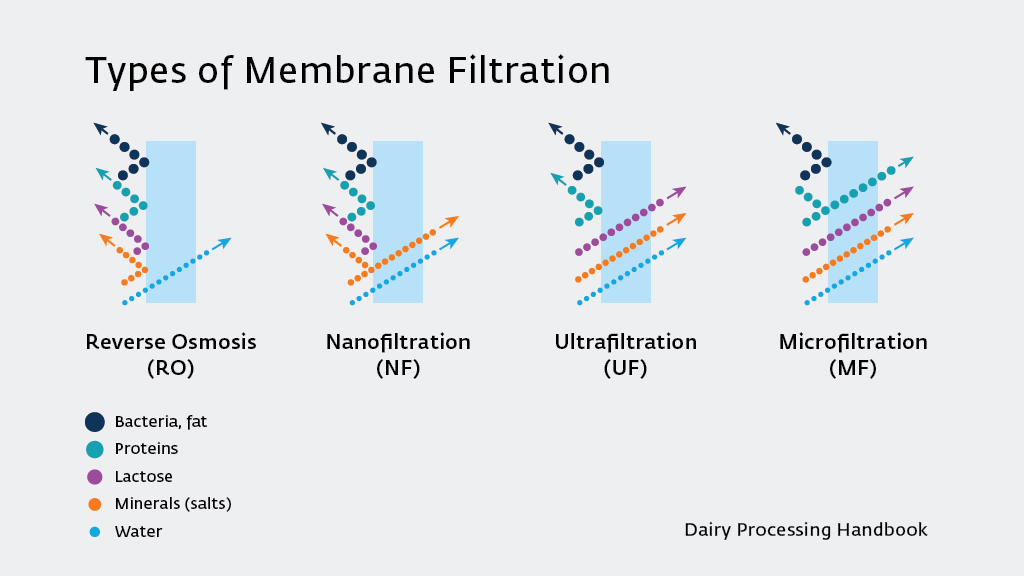
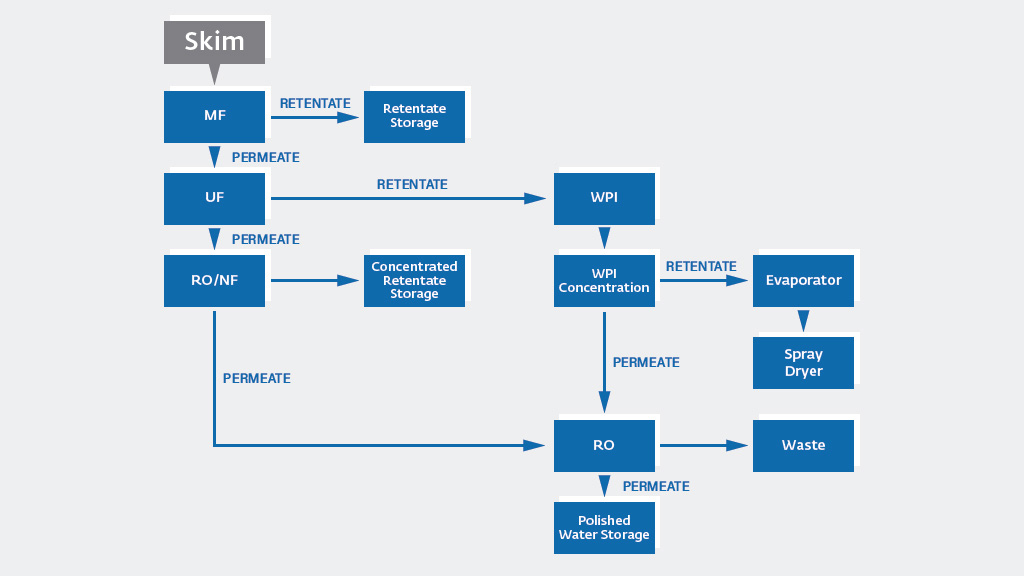
Using a Combination of Membranes
Membranes of varying pore sizes can be arranged sequentially in order of increasing pore size to allow for fractionation of whey components. In some cases, the permeate that passes through the membrane is recovered and further refined, while in other instances, the retentate that remains within the membrane is used.
Evaporation
Once a whey stream is concentrated via membrane filtration to 25-30% solids, it still has too much moisture to be spray-dried efficiently. This concentrated whey stream is sent through an evaporation system.
One of the most common types of evaporators is the falling film evaporator, which vaporizes moisture in the product stream and separates it from the concentrated product. The hot vapor is recovered and used to heat incoming product, reducing steam consumption by up to 90%. This type of evaporation equipment is called a mechanical vapor recompression (MVR) falling film evaporator, which can concentrate the whey up to 40-60% solids.
Crystallization
Once a whey stream is concentrated via membrane filtration, the lactose component can be isolated, improving drying efficiency and dryer run time. Concentrated whey is transferred into crystallization tanks, where it is cooled and seeded to start the lactose formation.
Nucleation is the beginning of lactose crystal formation, and the crystals grow over time. The tanks are agitated, and as the crystals gain weight, they drop out of solution and can be transferred for further refinement and drying. The remaining whey protein can then be transferred to storage and drying operations.
Spray Drying
After the whey protein components and lactose have been separated and concentrated, they can be sent to a final drying operation. Spray dryers are commonly used for this application.
The equipment usually has a building of its own, as it is quite a massive structure with larger dryers reaching 60 to 70 feet high and consisting of a main drying chamber, cyclones, fans and ductwork, and a fluid bed for final powder-handling before packaging and storage.
The product is sprayed into the drying chamber under pressure, and as the droplets fall through the heated chamber, moisture is evaporated and carried away through the exhaust ducts. The powder then falls to the bottom of the dryer. Some finer powder is carried in the exhaust and passes through a series of cyclones, where it is recovered. Any remaining dust that cannot be recovered is removed by a scrubber prior to exiting the building.
The spray-drying equipment runs for several days on the product and then requires cleaning. The large ductwork poses a significant cleaning challenge, requiring a large number of spray devices to ensure the cleaning solution can reach and clean all product-contact surfaces.
Polished Water
One simple byproduct of whey processing that is often overlooked is actually an important component and deserves mention.
Permeate from an RO system is called polished water. This is high-quality water that can be used throughout the plant for numerous purposes, like boiler make-up, clean-in-place (CIP) procedures and manual cleaning requirements. Large cheese operations can take advantage of polished water to reduce their reliance on municipal water or private wells. Polished water is usually treated with UV light and sometimes chlorinated to prevent bacterial growth.
Summary
Whey protein has come a long way over the years. What began as a nuisance waste product of the cheese industry has become a powerhouse ingredient today that almost surpasses the value of the cheese it is made from.
Because of the financial benefits of recovering whey, a significant amount of research has been done on a university level and in the industry by both producers and equipment manufacturers.
Contact Haskell’s Process Engineering team to discuss innovative, automated and cost-effective engineering approaches to cheese production, whey opportunities and overall product safety.
 About the author: Bob Price is a senior member of the Process Division, specializing in integrated process and CIP engineering for the dairy, food and beverage industries. He has been with the company since 1991 and brings deep expertise in designing safe, efficient and flexible processing environments. Bob has a Bachelor of Science in Food Science from Framingham State College in Framingham, Massachusetts, and a Masters in Food Science/Food Engineering from The Ohio State University.
About the author: Bob Price is a senior member of the Process Division, specializing in integrated process and CIP engineering for the dairy, food and beverage industries. He has been with the company since 1991 and brings deep expertise in designing safe, efficient and flexible processing environments. Bob has a Bachelor of Science in Food Science from Framingham State College in Framingham, Massachusetts, and a Masters in Food Science/Food Engineering from The Ohio State University.
Related News & Insights

Natural Colors and Flavors: The New Standard in Pet Food
Learn how the industry is moving quickly to replace artificial ingredients and what manufacturers must do to maintain quality, compliance and throughput.

How to Control Glass Hazards in Food Manufacturing
Learn how to reduce glass contamination risks through prevention, inspection and maintenance best practices. Protect food safety and product quality.

AI-Enabled Material Handling Automation in Pet Food Facilities
Learn how engineered material flow and AI-enabled automation can cut manual touches, speed dock-to-truck loading and support scalable growth.

The Real Cost of Moving from Artificial to Natural Flavors and Colors
Regulatory scrutiny and consumer expectations make economic planning essential, not optional. Learn how to build a long-term reformulation roadmap.



